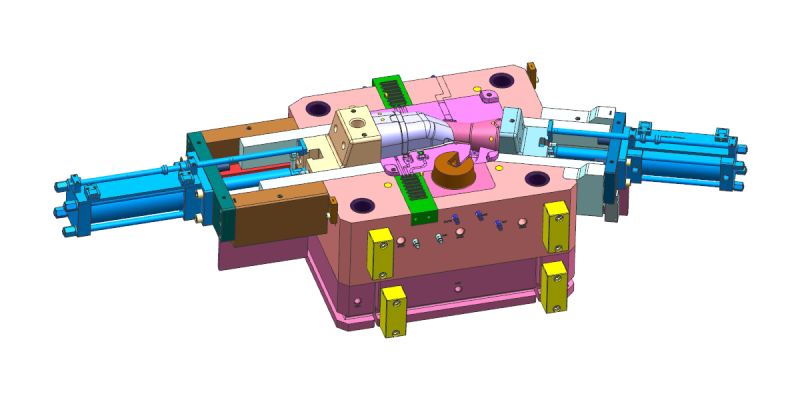
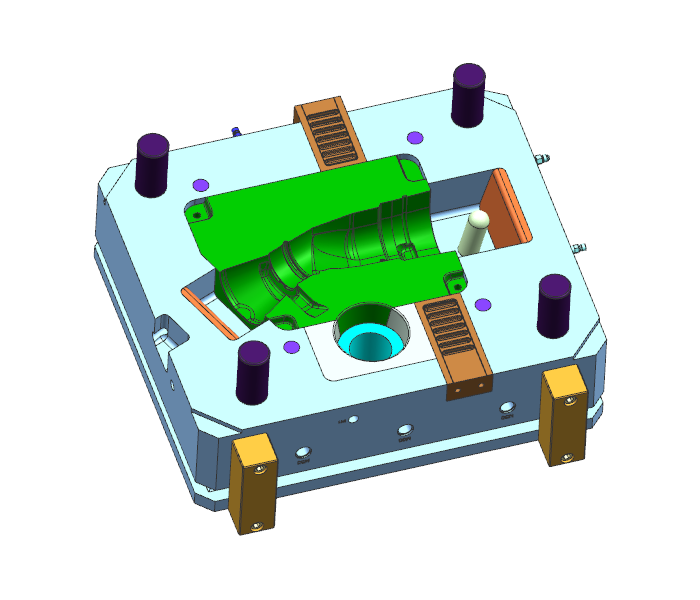
1. 采用撘底的入料方案,產(chǎn)品表面的造型不會因排布入料進(jìn)行打磨而產(chǎn)生變形�����;
2. 模具結(jié)構(gòu)采用機(jī)械力先將行位撥動5-10.00mm,油缸在抽出產(chǎn)品���,有效減少行位抱緊在產(chǎn)品內(nèi)��;
3. 兩個大行位的冷卻系統(tǒng)設(shè)計合理���,有效的保證了產(chǎn)品生產(chǎn)的良品率;
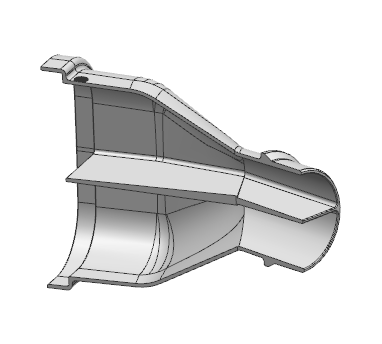
4. 經(jīng)測試����,其壓鑄件的氣密性、穩(wěn)定型以及鑄件的強(qiáng)度及耐磨性完全符合汽車配件的標(biāo)準(zhǔn)要求���。